New HI6800 Weight Controller

Material is commonly moved in a process in either of two modes: volumetric or gravimetric. In the volumetric mode, a known volume of material is moved per unit of time at a given speed. In the gravimetric mode, the variable setpoint of weight is divided by a variable of time (ex. lb/min) to determine a mass flow. In the gravimetric mode, the material is moved at a controlled rate around the given setpoint This mass flow or “weight by rate” can be used in a continuous or batch process.
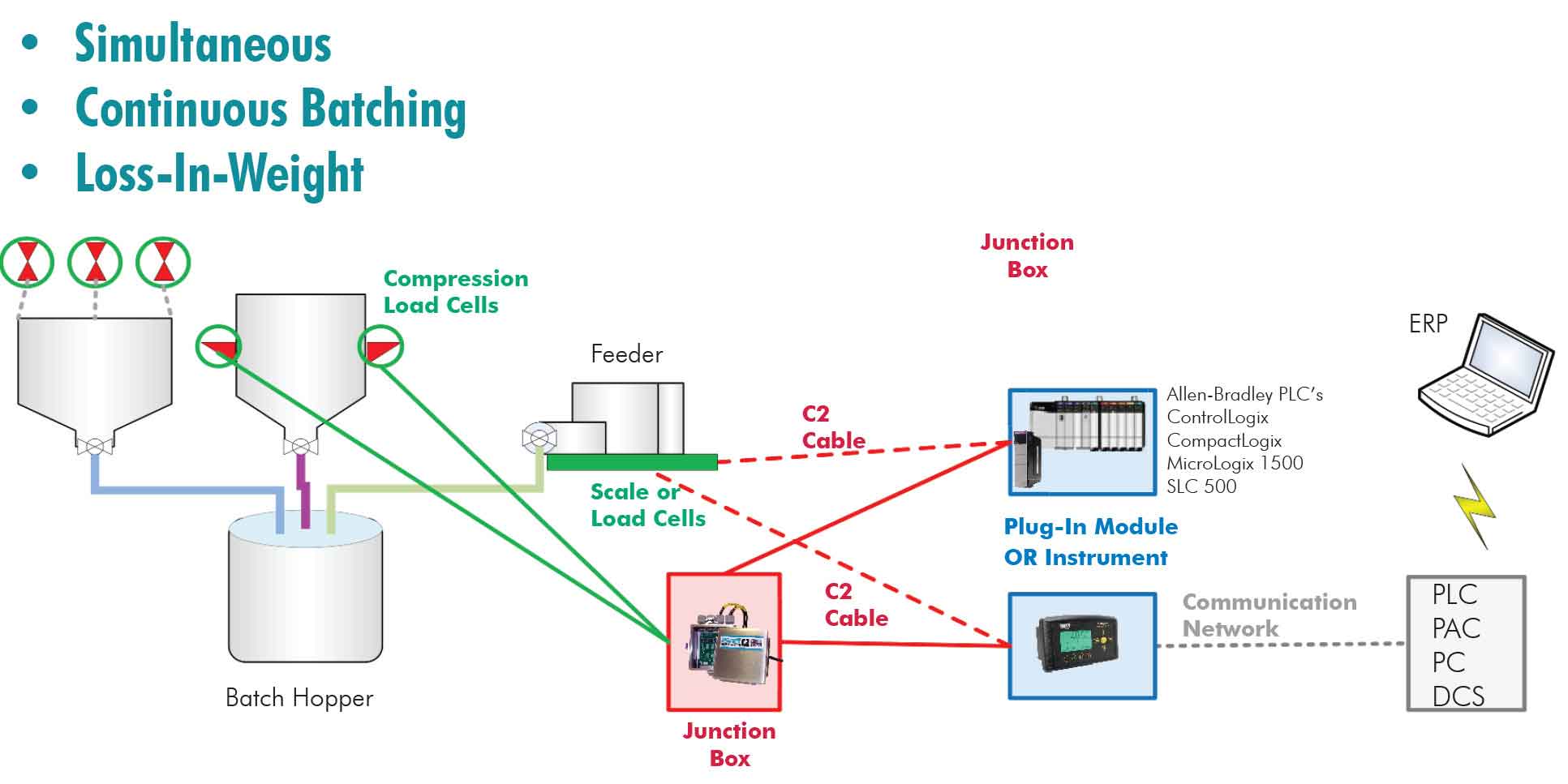
When controlling a loss-in-weight, rate-of-flow, a Hardy rate controller is used with an appropriate feeding device on the scale to achieve precise flow rates, even in grams per minute. The total material is continuously weighed as it is dispensed from the feeder to determine the flow rate. This loss-in-weight flow rate is controlled using closed loop P.I.D. (proportional, Integral, & Derivative) control. The feeder is continuously adjusted based on the flow setpoint, by an analog output to its speed control. The feeder can be automatically refilled (gain-in-weight) while simultaneously delivering the desired amount of product at the desired rate (loss-in-weight).
The quantity of material dispensed can be monitored and saved internally, or transmitted to PLCs, PACs, PCs, or DCSs to meet inventory or statistical requirements, over a variety of networks.
The Hardy controller can also set off an alarm or shut down the process if the rate tolerances or weight limits are exceeded. Timers can be adjusted in the instruments to determine how long the system is allowed to run in an “out of tolerance” condition before an alarm or shutdown occurs. This prevents accidental shutdown or triggering of the alarms due to momentary spiking or noise on the signal.
This system provides the following benefits: